
Полиэтиленовая пленка новый продукт BOPE film
2024-09-30
Полиэтиленовая пленка новый продукт BOPE film
Традиционные методы обработки полиэтиленовой пленки в основном включают выдувное формование и литье. Толщина отлитой полиэтиленовой пленки одинакова, но из-за высокой цены в настоящее время она используется редко.Полиэтиленовая пленка, формуемая выдувом, изготавливается из частиц полиэтилена, выдуваемых с помощью машины для выдувного формования, которая имеет меньшую стоимость и наиболее широко используется.В последние годы Институт Sinopec Beihua и другие подразделения разработали и внедрили новый
технологический процесс производства пленки BOPE. Пленка, обработанная таким способом, обладает равномерной толщиной, высокой прочностью на растяжение, высокой стойкостью к проколам и превосходными физическими свойствами при низких температурах. Толщина пленки BOPE может быть уменьшена на 50% по сравнению с с толщиной выдуваемой пленки. Полиэтиленовая выдувная пленка называется IPE, которая представляет собой полиэтиленовую пленку, полученную методом экструзионно-выдувного формования.Метод экструзионно-выдувного формования является наиболее часто используемым методом производства пластиковой пленки, также известным как метод трубчатой пленки, метод пузырьковой трубки или метод выдувания.Ее продукция обычно называется “выдувная пленка” и позволяет получать пленки толщиной от 10 до 300 мкм.После того, как полиэтиленовая смола расплавляется и пластифицируется с помощью экструдера, она выдавливается в трубчатую форму, а затем подается сжатый воздух для ее раздувания. В то же время она зажимается тяговым роликом на тяговой стойке для высокоскоростного растяжения. Скорость растяжения выше, чем скорость истечения скорость вращения штампа для получения продольной ориентации.Воздушное охлаждающее кольцо обдувает холодным воздухом внешнюю поверхность пленки, охлаждает пузырьки пленки и продолжает охлаждаться и формировать форму в воздухе вокруг пузырьков пленки для натяжения, ламинируется с помощью доски в елочку и, наконец, растягивается полиэтиленовая пленка в рулоны. Производство полиэтиленовой пленки методом экструзионно-выдувного формования имеет следующие преимущества: оборудование простое, а инвестиции небольшие; можно изготавливать пленки разной ширины; в процессе формования пленка подвергается определенной двухосной ориентации, что повышает прочность; трубчатая пленка не имеет обрезки потеря, и сумка может быть изготовлена после задней крышки.Основными недостатками этого способа являются: низкая прозрачность пленки из-за низкой скорости охлаждения; низкая скорость изготовления; и большой допуск по толщине пленки.Свойства полиэтиленовой выдувной пленки заключаются в следующем: Литая полиэтиленовая пленка (CPE) – это экструдированная и литая полиэтиленовая пленка, то есть нерастянутая полиэтиленовая пленка, сырьем для которой в основном является LLDPE.Методом экструзии и литья можно получать пленки толщиной от 15 до 60 мкм. Расплавленная смола, которая была расплавлена и пластифицирована с помощью экструдера, выдавливается из Т-образной матрицы и отливается в виде листа на поверхность гладкого хромированного охлаждающего ролика с плавно вращающейся поверхностью. После охлаждения мембраны и придания ей формы на охлаждающем ролике, она вытягивается, обрезается, утолщается и сворачивается в рулон после последующей обработки для получения плоской пленки.Нет ни продольного, ни поперечного растяжения, поэтому прочность низкая.Толщина пленки, получаемой методом литья, более однородна, чем у пленки, получаемой методом выдувания, при хорошей прозрачности и хорошей
термосвариваемости.Производство полиэтиленовой пленки методом литья в основном имеет следующие особенности: производственное оборудование является более сложным, а стоимость оборудования высокой; благодаря контролю кристаллизации с помощью закалки полученная пленка обладает хорошей прозрачностью и блеском; допуски на толщину пленки невелики; скорость охлаждения высокая, таким образом, эффективность производства высока, но может быть получена пленка только определенной ширины, а путем продольной резки можно получить пленку разной ширины; при этом происходит потеря материала по краям, который может быть восстановлен в оперативном режиме или гранулирован.По сравнению с пленкой IPE, пленка CPE обладает следующими характеристиками: высокой прозрачностью и низкой мутностью; хорошей эластичностью и хорошей морозостойкостью, особенно подходит для упаковки замороженных продуктов; благодаря своей низкой ориентации она обладает хорошими характеристиками термосваривания.Свойства пленки CPE заключаются в следующем: Двухосно-растянутая полиэтиленовая пленка (BOPE) – это недавно разработанный способ производства полиэтиленовой пленки, который производится методом двухосно-ориентированного поэтапного растягивания методом плоской пленки.В настоящее время двухосноориентированный процесс поэтапного растяжения в основном используется при производстве полипропиленовой (PP) пленки, нейлоновой (PA) пленки и полиэфирной (PET) пленки, которые уже широко распространены в стране и за рубежом.Из-за структуры и кристаллизации самого полиэтилена в настоящее время его невозможно получить таким способом.В последние годы были успешно разработаны двухосно-растянутые полиэтиленовые пленки с использованием специального m-LLDPE.Однако, из-за особенностей структуры и обработки полиэтилена, в существующем БОПП, Он не может быть изготовлен непосредственно на производственной линии BOPA или BOPET и нуждается в доработке. Технология обработки пленки BOPE аналогична технологии производства пленки BOPP. Расплавление и экструзия первой половины пленки аналогичны методу литья, а участки продольного и поперечного растяжения добавляются позже.В пленках BOPE обычно используется специальное сырье m-LLDPE, которое расплавляется и экструдируется с помощью экструдера, а затем охлаждается с помощью охлаждающего ролика или мойки для контроля скорости кристаллизации и степени кристалличности. После охлаждения образуется толстый лист. После нагрева толстый лист растягивается вертикально с помощью вытяжки. ролик, а затем предварительно нагревается натяжителем для обеспечения высокой степени горизонтального растяжения и термической фиксации. Наконец, после измерения толщины, обрезки и последующей обработки пленка BOPE наматывается на рулон, а после обработки старением ее можно разрезать в соответствии со спецификациями.При экструзии LLDPE вязкость расплава высока. Экструдер должен быть оснащен двигателем большей мощности, а нагрузка обычно примерно на 30% выше. Также следует выбирать упорные подшипники с более высокой степенью прочности и шнеки с относительно небольшим длинным диаметром и глубокими винтовыми канавками.Если соотношение сторон шнека изменить невозможно, то в качестве компенсации можно укоротить дозирующую секцию.Использование такой конструкции
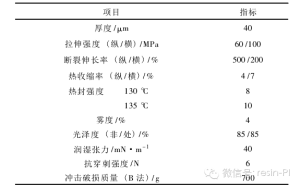
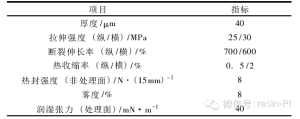
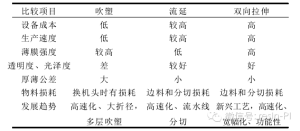
позволяет эффективно снизить крутящий момент привода шнека, а углубление винтовой канавки в дозирующей секции также способствует контролю температуры расплава и получению подходящей для обработки вязкости расплава.Полиэтилен низкого давления склонен к расплавлению, а пленка подвержена образованию складок рыбьей кожи.В дополнение к разработке комбинации винтов в соответствии с вышеуказанными требованиями, необходимо также увеличить зазор между кромкой штампа и повысить температуру головки штампа и расположенной рядом соединительной трубки.Зазор между кромками матрицы увеличивается, а температура повышается, что уменьшает сдвигающий эффект расплава и в то же время позволяет избежать чрезмерного давления в матрице.Температура экструзии LLDPE также выше, обычно около 170-230 ℃, и обеспечивается относительно стабильное распределение температуры от каждой секции шнека до матрицы. Пленка BOPE обладает более высокими физическими свойствами, чем пленки IPE и CPE. Она обладает высокой прозрачностью, высокой прочностью при термосваривании, высокой прочностью на вертикальное и горизонтальное растяжение, а также такими преимуществами, как влагостойкость, легкость на разрыв и складываемость.Особенно в случае уменьшения толщины на 50%, ее ключевые свойства по-прежнему достигают уровня других полиэтиленовых пленок. Оборудование для производства пленки BOPE сложное, а инвестиции в оборудование велики, но получаемая пленка имеет одинаковую толщину, хорошее качество и высокую эффективность производства.Характеристики продукта, которые лучше, чем у пленок IPE и CPE, в основном проявляются в: высокой жесткости, высокой прочности на растяжение, высокой термосвариваемости, высокой стойкости к проколам, высокой прозрачности, высоком блеске, отличной стойкости к прокалыванию при низких температурах и отличной гибкости при низких температурах, высокой износостойкости и ударной вязкости, длительном сохранении смачивающего напряжения. время, легкость отрыва, вертикальный и горизонтальный двусторонний линейный разрыв, аккуратное отверстие для отрыва и другие преимущества.Свойства пленки BOPE заключаются в следующем: Пленка BOPE обладает превосходными физическими свойствами, особенно превосходными низкотемпературными физическими свойствами, что значительно расширяет сферу ее применения, а также она легко рвется и складывается. Простые в использовании характеристики.При уменьшении толщины на 50% основные свойства по-прежнему могут соответствовать или даже превосходить характеристики других полиэтиленовых пленок, адаптируясь к тенденциям экологичности и низкоуглеродистости.В следующей таблице приведено сравнение трех процессов пленкообразования: Появление BOPE – это технологический прорыв в производстве полиэтиленовых упаковочных пленок, который будет способствовать прогрессу отрасли и откроет новый этап развития.В нынешней ситуации низких производственных показателей многих предприятий BOPP это имеет совершенно очевидное значение.